A boiler feed pump failure at a 600 MW coal-fired station forces load shedding within 4 minutes of the trip. Revenue loss at grid wholesale rates exceeds $180,000 per hour — and that assumes standby capacity is already running. When the ID fan goes down, unit output drops before full trip. Power plant rotating equipment — BFPs, ID fans, FD fans, condensate extraction pumps, and circulating water pumps — accounts for over 70% of balance-of-plant forced outages at thermal generating stations. The global power generation industry spends $52 billion annually on unplanned maintenance, with a disproportionate share concentrated in auxiliary rotating equipment that receives attention only after it fails. A structured vibration monitoring program integrated with a CMMS captures BFP bearing defects 4–6 weeks before failure, ID fan blade erosion trends over 3–4 months, and condenser pump cavitation signatures in real time — converting emergency events into planned outage work. Start a free trial to structure your power plant rotating equipment in Oxmaint, or book a demo and we will map your balance-of-plant asset hierarchy in one session.
Power Plant Reliability · Operations Guide 2026
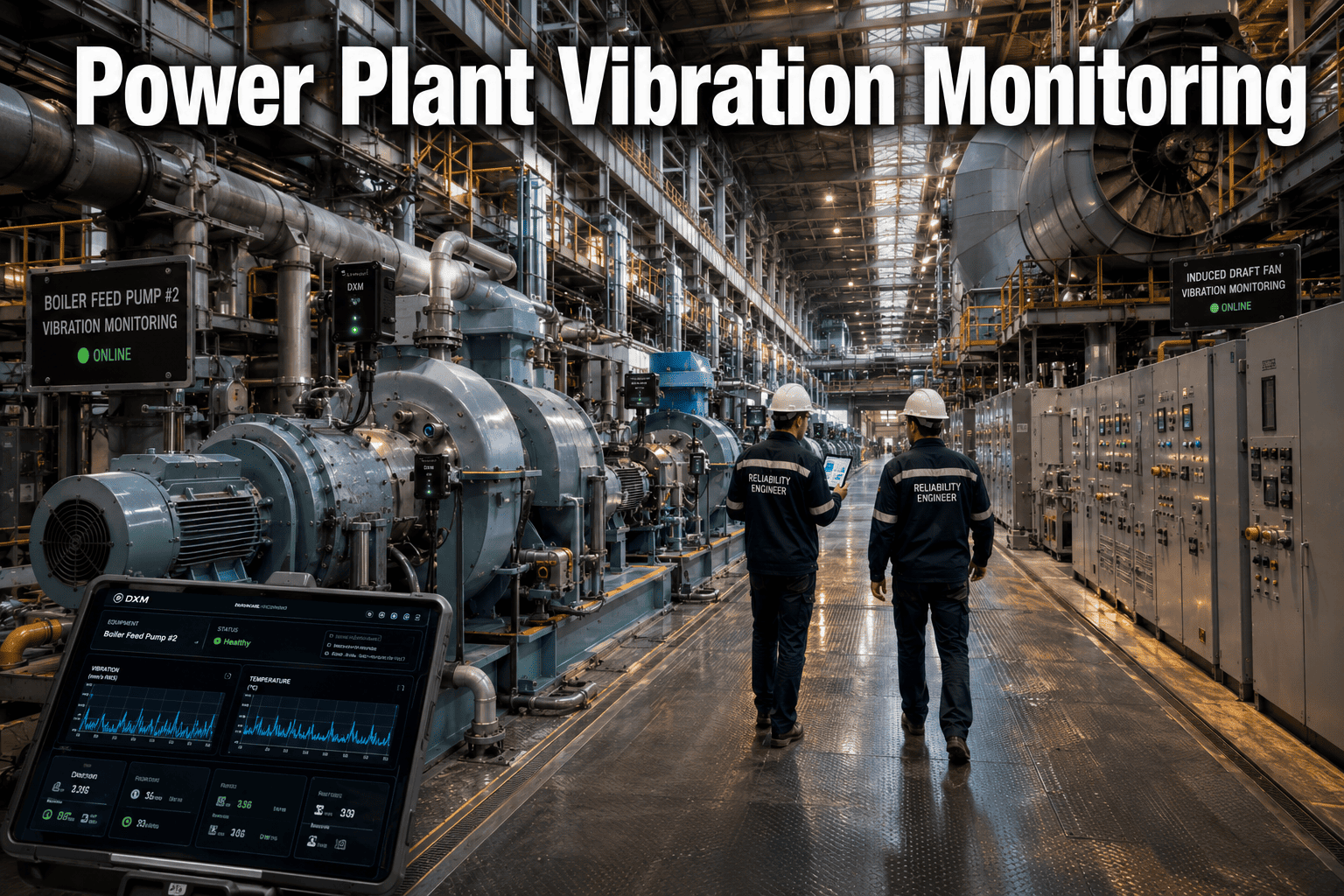
Boiler Feed Pump & ID/FD Fan Vibration Monitoring for Power Plants
Continuous vibration monitoring on boiler feed pumps, induced draft fans, forced draft fans, and condenser pumps. Increase plant availability and heat rate performance across coal, gas, and combined-cycle facilities — before the next forced outage cuts revenue.
The BOP Availability Gap Is Costing You Now
Why Power Plants Keep Losing MW Output to Preventable Failures
Balance-of-plant rotating equipment receives a fraction of the monitoring attention given to the main turbine-generator train — yet it causes the majority of forced outage hours. The economics are stark: one prevented BFP emergency stop at $180K/hour pays for a full wireless monitoring program across the entire BOP population.
$180K
per hour revenue loss from a forced outage at a 600 MW coal station at grid wholesale rates
70%
of balance-of-plant forced outages at thermal stations originate in auxiliary rotating equipment
$52B
annual global power generation unplanned maintenance spend — majority preventable with BOP monitoring
4–6 wk
advance warning window for BFP bearing failure detectable via continuous vibration monitoring
What Is Balance-of-Plant Vibration Monitoring
Balance-of-plant vibration monitoring applies continuous condition measurement to auxiliary rotating equipment — boiler feed pumps, induced and forced draft fans, condensate extraction pumps, circulating water pumps, and turbine lube oil pumps — that are not part of the main turbine-generator train but whose failure causes partial load reduction or full unit trip. Unlike turbine and generator monitoring, which receives significant OEM attention and integrated protection systems, BOP equipment historically operates with periodic route-based data collection or no structured monitoring at all. This creates the largest reliability gap in power plant programs — the auxiliary equipment failure that the protection relay does not catch until process parameters are already degrading.
Modern wireless vibration monitoring changes the economics of BOP coverage. A single wired transmitter installation on a BFP bearing housing previously cost $2,000–$5,000 in conduit routing and installation labor. A wireless sensor with equivalent capability costs $200–$800 installed, connects to plant Wi-Fi or LoRaWAN, and integrates with a CMMS to generate condition-based work orders automatically when ISO 10816-3 thresholds are crossed. Power plants that instrument their full BOP rotating equipment population report 2–4% improvement in unit availability — worth $12M–$28M annually at a 600 MW station. To see how this connects to your specific plant, start a free trial or book a demo and walk through your BOP equipment list with our reliability team.
Critical BOP Monitoring Points: From Feed Pump to Condenser
Each BOP equipment class has distinct failure modes, vibration fault signatures, and criticality to unit output. Sensor placement and alert thresholds must be configured per equipment type — not applied uniformly.
BFP
Boiler Feed Pump Bearings and Seals
BFP operating at 3,000–6,000 RPM requires triaxial sensors on each bearing housing. Bearing defect frequencies fall in 80–400 Hz — within standard accelerometer bandwidth. Mechanical seal faces generate ultrasonic signatures when dry-running. 1× and 2× radial amplitudes indicate coupling misalignment — correctable in a planned outage versus a trip-driven emergency.
IDF
Induced Draft Fan — Blade Erosion and Bearing
ID fans handling flue gas at 150–350°C require high-temperature sensors on both bearing housings. Blade erosion from fly ash causes increasing 1× amplitude over weeks — detectable before imbalance reaches ISO 14694 Grade G6.3 limit requiring emergency shutdown. Early detection enables planned blade replacement during the next outage window.
FDF
Forced Draft Fan and Air Heater Interaction
FD fans at 500–1,500 RPM experience bearing fatigue from process cycling. Air heater leakage increases FD fan load — detectable as gradual 1× amplitude increase. Early detection allows air heater seal repair during the next planned outage versus a forced derating event that impacts grid dispatch.
CEP
Condensate Extraction and Circulating Water Pumps
CEP cavitation produces characteristic broadband vibration at suction-side bearing — distinct from bearing defect signatures. Damage progresses from 2–8 weeks depending on severity. CW pump failures during summer peak demand cause condenser pressure rise and direct unit output reduction — highest-impact seasonal risk.
GT
Gas Turbine Auxiliaries (CCGT)
Combined-cycle plants add fuel gas boost compressors, HRSG feed pumps, and compressor inlet guide vane actuators to the monitoring scope. Each auxiliary failure path has a defined impact on unit output — quantifiable in MW loss or heat rate penalty — enabling risk-based monitoring priority setting across the asset population.
LO
Lube Oil and Hydraulic Pumps
Turbine lube oil pump failure removes bearing film from shaft journals within 60–90 seconds — triggering turbine trip. Dual-train lube oil systems require condition monitoring on both trains: primary pump bearing health and standby pump readiness-to-run verification before each duty changeover.
Stop the Gap Between Sensor Alerts and Work Orders
Most power plant vibration programs collect data that never reaches the maintenance planner. Oxmaint connects ISO 10816-3 threshold crossings directly to CMMS work orders — zero manual delay, zero missed alerts.
Why Power Plant BOP Reliability Programs Fall Short
The failure is not always technical — it is systemic. Data exists but never reaches the planner. Alerts fire but are not converted to work orders. Outage scope is reactive rather than condition-driven.
01
BOP Equipment Lacks OEM Monitoring Integration
Turbine-generator trains have OEM-integrated protection systems. BFPs, ID fans, and condenser pumps do not — they receive quarterly route-based vibration surveys if the reliability program has resources available. Most do not. The majority of BOP failures remain firmly in the reactive category, discovered when protection alarms fire, not when vibration trends cross Zone C.
02
Vibration Data Never Reaches the Maintenance Planner
Where vibration programs exist, data collected by reliability engineers stays in analyst software. CMMS work orders are raised manually — if the analyst has time before the planned outage window closes. Alert-to-action delays of 5–10 days are common, and 30% of Zone C alerts are never actioned before the equipment reaches Zone D.
03
Outage Scope Driven by Opinion, Not Condition Evidence
Planned outage scope is defined without systematic condition evidence for BOP equipment. Jobs are added reactively when operators report anomalies — expanding outage scope, increasing labour cost, and extending critical path duration without any of it being planned or budgeted. The right-sized outage scope requires 6–8 weeks of condition lead time.
04
Heat Rate Degradation Not Attributed to Equipment Condition
ID/FD fan blade erosion and condenser tube fouling increase heat rate incrementally over months. Without trended vibration and performance data linked to asset records, heat rate penalties are not attributed to specific equipment — making it impossible to justify the targeted maintenance that would recover performance and fuel efficiency.
05
Regulatory Documentation Produced Only Under Pressure
NERC reliability standards, EA/Ofgem reporting requirements, and insurance inspection conditions require documented evidence of BOP maintenance. Paper-based or spreadsheet programs cannot produce the timestamped, auditable maintenance records that regulators and insurers expect — leaving teams scrambling to reconstruct records before each inspection cycle.
Each of these failures compounds the next — poor detection leads to forced outages, forced outages produce CapEx spikes, and CapEx spikes trigger deferred maintenance that accelerates the next failure. Teams closing the loop with continuous monitoring and CMMS-integrated work orders break the cycle — start a free trial to build this workflow on your power plant assets, or book a demo and bring your BOP equipment list.
How Oxmaint Manages Power Plant Rotating Equipment Reliability
Oxmaint connects sensor data to work orders, outage planning to condition evidence, and regulatory inspection records to asset history — in a single platform built for multi-unit thermal stations and generation portfolios.
1
Power Plant Asset Hierarchy
Structure your generating units as Portfolio > Station > Unit > System > Equipment > Component. Every BFP, ID fan, and condenser pump gets an asset record with condition score, ISO 10816-3 alert thresholds, maintenance history, and associated spare parts — mapped to the unit that depends on it.
2
Automated BOP Condition Work Orders
Wireless sensor readings that cross ISO 10816-3 Zone B or Zone C thresholds generate CMMS work orders automatically — with asset ID, vibration value, alert severity, and recommended inspection scope. Work orders reach the maintenance planner queue in real time, not at the next reliability team meeting.
3
Condition-Driven Outage Scope Planning
Oxmaint surfaces which BOP equipment is projected to reach Zone C condition before or during the outage window — providing a condition-based scope list for the planner 8–12 weeks ahead. Parts are pre-ordered, contractor scope confirmed, and labour estimated before the unit comes offline.
4
NERC and Regulatory Compliance Audit Trail
Every PM completion, work order close-out, and inspection sign-off is timestamped against the asset record and accessible for regulatory audit. Inspection checklists for BFP seal condition, fan blade measurement, and pump performance tests are completed in Oxmaint mobile — paperless and auditable.
Reactive BOP Maintenance vs. Condition-Based Program
Without Condition-Based Monitoring
BFP failure discovered at temperature trip alarm — unit already tripping
ID fan blade erosion found during emergency balance — production at risk
Outage scope expanded reactively — unbudgeted cost, extended critical path
Regulatory inspection records reconstructed from memory before audit
Heat rate degradation not attributed to specific BOP equipment condition
CapEx requests rejected without condition-based evidence — deferred until failure
With Oxmaint Condition-Based Program
BFP bearing alert at Zone B/C — 4–6 weeks before failure, planned swap window
1× amplitude trend over 3–4 months — blade replaced during scheduled outage
Condition-driven scope defined 8–12 weeks ahead — parts pre-ordered, contractors confirmed
Timestamped CMMS records — audit-ready in seconds, regulatory-compliant
Asset condition score linked to heat rate and availability KPIs in same dashboard
5–10yr CapEx model backed by condition-trend evidence — boards approve proactively
See Measurable Results Within the First 30 Days
ROI and Plant Availability Results
The financial case for BOP monitoring is built on a single comparison: the cost of a forced outage versus the cost of a planned repair. At $180K/hour, one prevented BFP trip pays for a multi-year monitoring program.
2–4%
unit availability improvement
Power plants with structured BOP monitoring programs vs. route-based or reactive maintenance (Power magazine, 2024)
12×
cost ratio — forced outage vs. planned repair
$180K/hr forced outage cost vs. $15K planned BFP bearing replacement during scheduled maintenance window
35%
reduction in BOP maintenance cost per MWh
Average reduction for stations implementing CMMS-integrated condition monitoring across full BOP rotating equipment population
1 event
payback calculation
A single prevented BFP forced outage — 8 hours at $180K/hour — recovers full wireless sensor and CMMS investment for an average-size station
The availability improvement achievable through BOP monitoring is not incremental — it is a step-change driven by converting the largest category of unplanned outages into scheduled work. Operations teams making this shift consistently report measurable results within the first quarter — start a free trial to structure your plant's BOP equipment in Oxmaint, or book a demo and see your availability improvement modeled on your specific generating unit data.
Frequently Asked Questions
What ISO standard applies to boiler feed pump and ID fan vibration limits
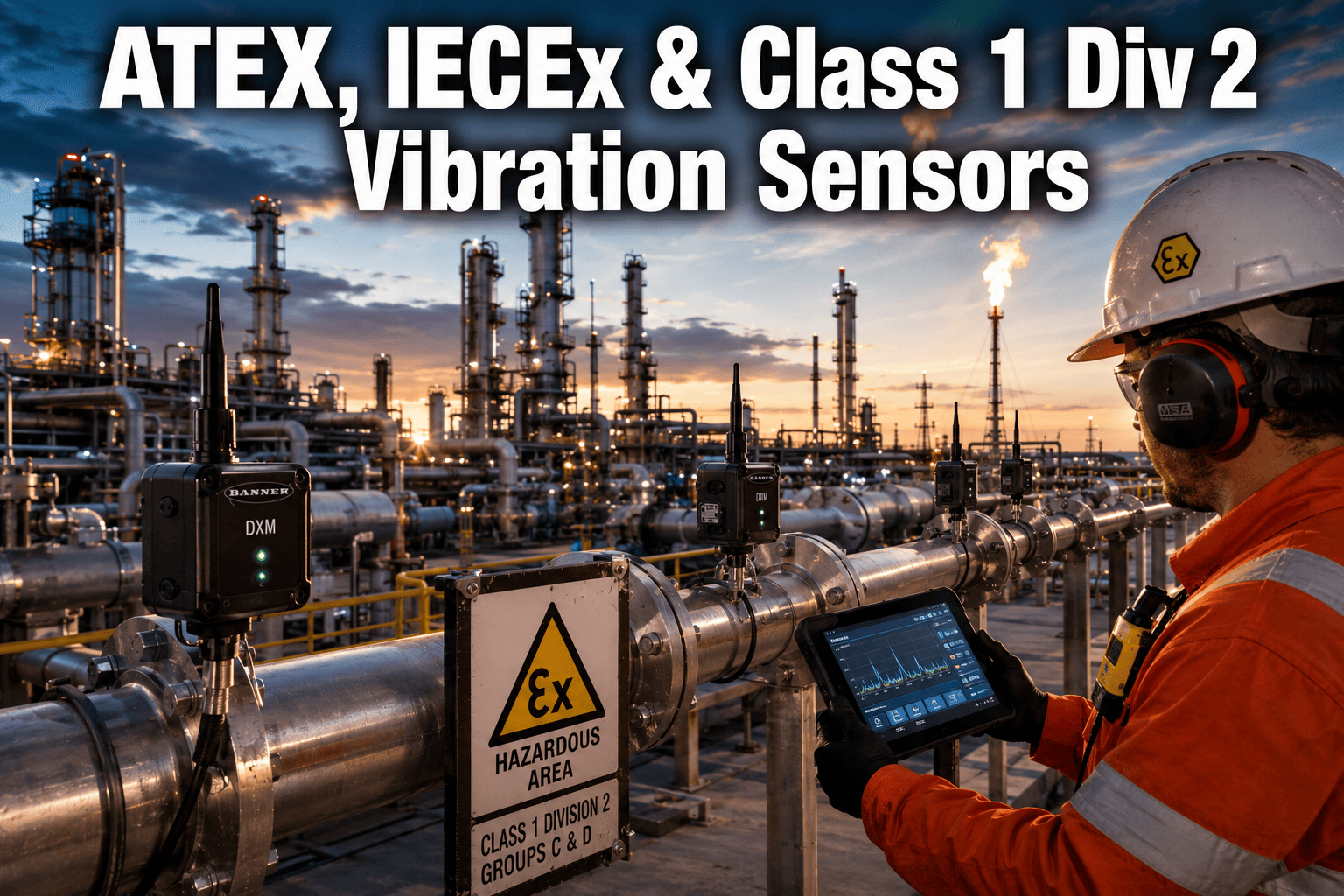
ISO 10816-3 applies to BFPs (Class II or III depending on power and mounting), ID/FD fans (Class III or IV depending on size), and most BOP rotating equipment with power above 15 kW. Zone A is new machine acceptance; Zone B is acceptable for continuous operation; Zone C requires investigation and planned maintenance; Zone D requires immediate shutdown. Class III (large motors and pumps on rigid foundations) applies 7.1 mm/s RMS as the Zone C/D boundary. For turbine-coupled equipment, ISO 7919 shaft relative vibration displacement is used alongside bearing housing velocity measurements.
How does wireless vibration monitoring integrate with existing plant DCS and CMMS
Wireless vibration sensors transmit to plant Wi-Fi, LoRaWAN, or ISA-100 gateways that forward processed data to integration middleware. This connects to the plant CMMS via REST API or OPC-UA, mapping each sensor to an asset record. In Oxmaint, threshold crossings auto-generate condition work orders with full asset context. For plants with existing DCS historians — OSIsoft PI, AspenTech IP21 — Oxmaint can accept data feeds from the historian directly, avoiding the need for additional sensor infrastructure on already-monitored equipment.
How can vibration monitoring improve heat rate at coal and gas-fired stations
ID fan blade erosion from fly ash increases specific power consumption per unit of flue gas flow — adding 0.2–0.5% to station heat rate over a typical 18-month erosion cycle. Continuous 1× amplitude trending detects blade mass loss progression, allowing rebalancing or blade replacement during the next planned outage before the heat rate penalty becomes significant. Condenser pump degradation and circulating water pump vibration increases indicate hydraulic performance loss that raises condenser pressure — directly penalising turbine heat rate. Connecting asset condition data to heat rate KPIs in Oxmaint allows maintenance decisions to be made on financial impact, not just vibration severity.
How does Oxmaint support planned outage scope planning for power plants
Oxmaint tracks condition score degradation trends for every BOP asset in the monitoring program. As planned outage dates are entered into the system, it automatically surfaces which assets are projected to reach Zone C condition before or during the outage window — providing a condition-based scope list for the outage planner. This list includes recommended work scope, associated spare parts requirements, and estimated labour hours — allowing outage preparation to begin 8–12 weeks ahead. The result replaces both the under-scoped outage where jobs are missed and the over-scoped outage where precautionary replacements add unnecessary cost.
Power Plant Reliability · Act Now
Stop Losing MW Output to Unmonitored BOP Equipment Failures
Turn every boiler feed pump, ID fan, and condenser pump into a tracked, condition-scored asset. Vibration alerts generate CMMS work orders before forced outages cut your availability factor — and every avoided emergency stop funds the next year of monitoring.
Real-time BOP equipment condition visibility across every generating unit
Condition-based outage scope planning 8–12 weeks ahead of shutdown
Audit-ready compliance records for NERC, EA, and insurance inspections
Used by operations teams managing 10,000+ assets · No heavy implementation required · Live in days, not months