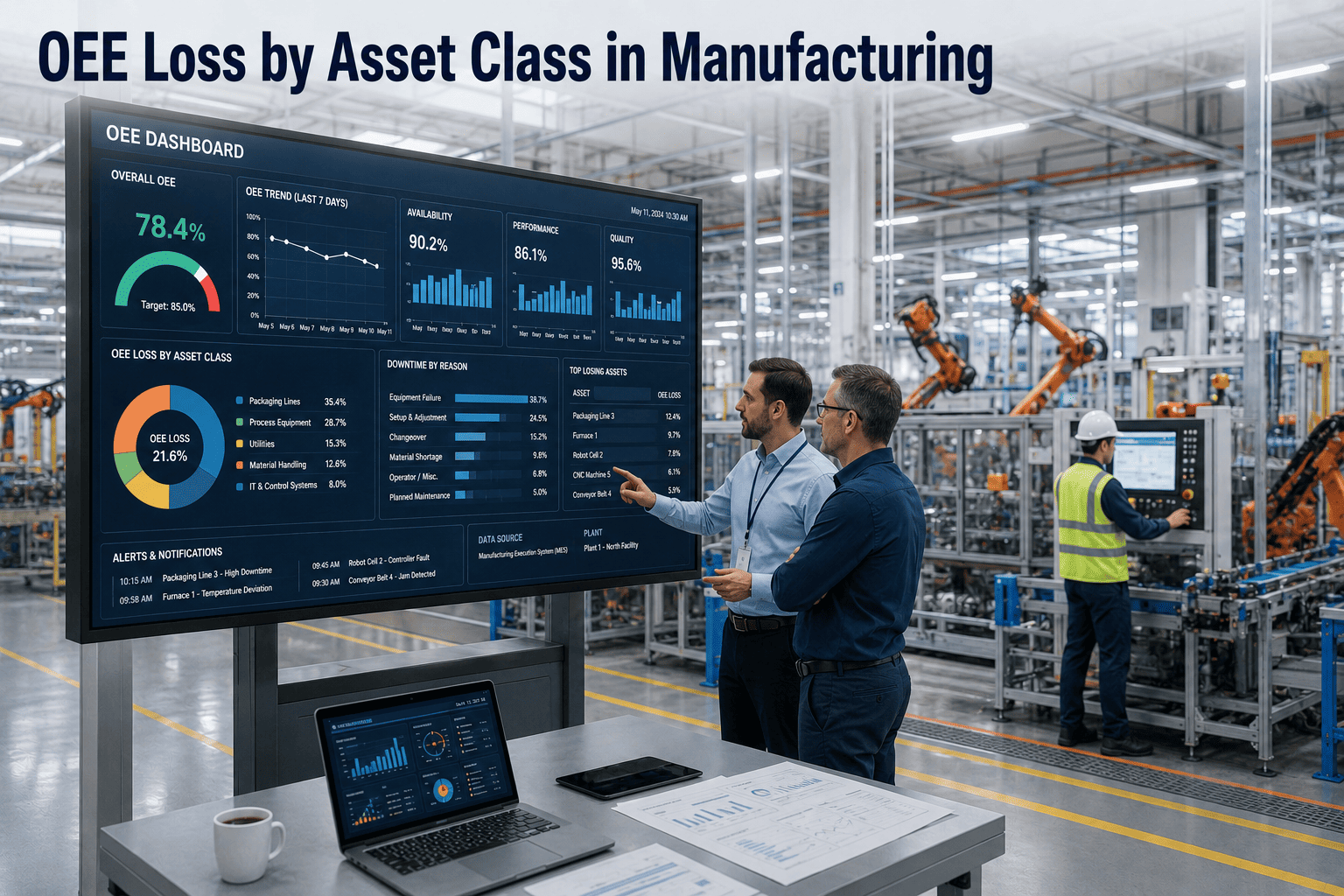
Most manufacturing plants know their overall OEE score. Very few know which asset classes are driving the losses — and fewer still can tell you whether it is availability, performance, or quality that is the dominant cause for each machine type. When a plant's aggregate OEE sits at 68%, that number tells operations leaders almost nothing actionable. It masks the fact that CNC machining centers are losing 12% to planned downtime scheduling conflicts, conveyor systems are running at 74% of rated speed due to undocumented wear, and injection molding lines are generating 8% quality losses from tooling that missed its PM window. World-class OEE benchmarks sit at 85% for discrete manufacturing — the gap between 68% and 85% represents millions in recoverable throughput that most plants cannot claim because they cannot see it by asset class. Start a free trial on Oxmaint or book a demo to see how your plant can close that gap with asset-class-level OEE visibility.
Identify your highest OEE loss asset classes — and the specific maintenance actions that will recover the most throughput.
No heavy implementation required | Live in days, not months | Works across multi-site plants
What Is OEE Loss by Asset Class?
Overall Equipment Effectiveness (OEE) measures manufacturing productivity as the product of three factors: Availability (the percentage of scheduled time the equipment is actually running), Performance (the ratio of actual output to maximum possible output), and Quality (the ratio of good parts to total parts produced). A perfect OEE score is 100% — meaning every scheduled production minute produces only good parts at full speed. In practice, world-class discrete manufacturing benchmarks sit at 85%, while the global average is closer to 60%.
OEE loss by asset class is the discipline of disaggregating that overall score by machine type, production line, or equipment category — so the maintenance and operations teams can see which asset classes are driving the most losses, what type of loss dominates each class (availability, performance, or quality), and which specific machines within each class are underperforming relative to their peers. Without this level of analysis, OEE improvement efforts target the wrong equipment and fail to move the aggregate number.
According to McKinsey, plants that implement analytics-driven maintenance and OEE tracking reduce equipment downtime by 30–50% and increase overall machine capacity by 10–20% within 12–18 months. The difference between plants that achieve those results and those that do not is almost always data granularity — not budget — start a free trial to see how Oxmaint delivers that granularity for your production lines, or book a demo to walk through your specific asset classes live.
8 Key Concepts in Asset-Class OEE Loss Analysis
These are the analytical building blocks that separate plants with actionable OEE intelligence from those still working from aggregate dashboards.
Equipment failures, setup/adjustment losses, idling/minor stoppages, reduced speed, process defects, and reduced yield — each mapped to Availability, Performance, or Quality in the OEE formula.
Grouping equipment by type (CNC, press, conveyor, compressor, robot) allows statistical comparison across peers — revealing systemic class-level issues versus individual machine outliers.
Unplanned breakdowns, planned downtime overruns, changeover delays, and startup losses — each tracked separately so maintenance teams know whether the problem is failures or scheduling.
Speed reduction and micro-stoppages are notoriously underreported. Asset-class performance benchmarking against design speed reveals hidden throughput losses that aggregate OEE obscures.
Correlating scrap and rework rates back to specific machine conditions — tooling age, last PM date, operating temperature — connects quality losses to maintenance causality, not just production outcomes.
Mean Time Between Failures and Mean Time to Repair measured at asset-class level benchmark reliability across equipment families and identify whether the problem is failure frequency or repair efficiency.
Not all asset classes have equal impact on throughput. Criticality weighting prioritizes improvement resources toward the equipment classes whose OEE losses have the greatest impact on plant output.
OEE trending over time at class level reveals whether specific equipment families are degrading systematically — a leading indicator of impending reliability crises rather than a lagging indicator of failures already occurred.
6 OEE Analysis Failures Costing Manufacturers Real Throughput
These are the visibility and analytical gaps that keep plants stuck at 60–70% OEE while world-class competitors operate above 85%. Teams that address these with structured CMMS analytics recover meaningful throughput within 90 days — start a free trial to begin building your OEE baseline by asset class today.
A plant-level OEE of 68% tells you nothing about whether the losses are concentrated in one production line or distributed equally — making improvement efforts unfocused and ROI unpredictable.
When operators enter downtime codes manually, breakdowns are systematically miscategorized — equipment failures logged as planned maintenance, speed losses logged as material shortages. Analysis built on bad codes produces wrong priorities.
When Machine 3 has an OEE of 72% and machines 1, 2, and 4 average 84%, that gap is a recoverable 12 percentage points of throughput. Without class-level peer comparison, this disparity is invisible in aggregate data.
When work order data lives in the CMMS and production data lives in the MES, no one can correlate the fact that the machining center's OEE dropped 8% in the 30 days following its missed PM window.
Speed reduction and micro-stoppages — the "hidden factory" — are chronically under-measured because they do not trigger downtime events. Plants running at 85% of rated speed on aging conveyors often cannot see the loss at all.
Scrap and rework costs are tracked in ERP. But the causal link to specific machines, maintenance histories, or tooling ages is missing — turning quality improvement into guesswork rather than targeted intervention.
6 Ways Oxmaint Delivers Asset-Class OEE Intelligence
Oxmaint connects maintenance data, downtime records, and asset condition into a unified analytics platform — giving manufacturing teams the asset-class visibility they need to move OEE from good to world-class.
OEE calculated and displayed by machine type, production line, and individual asset — with Availability, Performance, and Quality disaggregated for each. One-click drill-down from class to machine to work order history.
Structured downtime codes tied to maintenance root cause — not just production event codes. Correlate OEE losses to specific failure modes, PM misses, and equipment age to drive targeted improvement actions.
Compare OEE across identical or similar machines within the same class. Statistical outliers are automatically flagged — revealing which specific machines are underperforming and why, based on maintenance history.
Oxmaint links PM compliance rates to OEE trends at the asset level — making the financial case for preventive maintenance visible in throughput terms, not just cost avoidance estimates.
Connect machine counters, cycle time sensors, and production signals directly to Oxmaint — automating OEE data capture and eliminating manual entry errors that corrupt aggregate analysis.
Persistent OEE degradation trends at class level generate 5–10 year CapEx forecasts — identifying which asset families are approaching replacement thresholds before failures force unplanned capital decisions.
Aggregate OEE Reporting vs. Asset-Class OEE Analysis
This comparison shows what changes when manufacturing teams move from plant-level OEE dashboards to asset-class-level intelligence with Oxmaint.
| Capability | Aggregate OEE Dashboard | Oxmaint Asset-Class Analysis | Outcome |
|---|---|---|---|
| OEE granularity | Plant or line level only | Machine type, line, and individual asset | Pinpoint loss location |
| Downtime root cause | Production event codes — no maintenance link | Failure mode + PM history correlation | Actionable maintenance priorities |
| Peer comparison | None — no basis for comparison | Statistical outlier flagging within class | Identifies hidden underperformers |
| Performance loss visibility | Speed losses often undetected | IoT-fed cycle time vs. design speed | Recovers "hidden factory" throughput |
| Quality loss attribution | ERP scrap data — no equipment link | Defect rate correlated to asset condition | Quality improvement becomes targeted |
| CapEx forecasting | None from OEE data | Degradation trend triggers 5–10yr forecast | Planned capital vs. emergency spend |
What Plants Recover When They Analyze OEE by Asset Class
These are the throughput and cost recovery outcomes that manufacturing teams report when they replace aggregate OEE dashboards with asset-class-level analysis. The math on these numbers is compelling — start a free trial to begin measuring your own asset-class OEE losses.
McKinsey research on analytics-driven maintenance. Asset-class targeting directs improvement resources to the machines with the highest recoverable impact.
Discrete manufacturing world-class benchmark per MESA International. The global average is 60% — the gap represents 25 percentage points of recoverable throughput on existing assets.
McKinsey data on plants implementing analytics-driven OEE programs. Capacity gains from existing assets defer capital expenditure on new equipment.
Emergency repairs cost 4.8 times more than planned maintenance. Every OEE-driven PM that prevents a failure avoids that multiplier — directly visible in maintenance cost per asset class.
OEE Loss by Asset Class — Answered
What data does Oxmaint need to calculate OEE by asset class?
Can Oxmaint integrate with our existing MES or SCADA system?
How does Oxmaint connect OEE losses to specific maintenance actions?
Does Oxmaint support multi-plant OEE comparison across asset classes?
Stop Managing OEE in the Dark
Turn every asset class into a measurable, improvable system with Oxmaint — purpose-built for manufacturing analytics.
Used by operations teams managing 10,000+ assets | See measurable results in the first 30 days
No heavy implementation required | Live in days, not months | Works across multi-site plants